一、概述 2014年6月底南港动力应海外燃机电厂客户紧急求援,仅用一个星期准备,检修人员就携备件、工具火速赶赴现场,执行燃气轮机机组压气机叶片断裂后的抢修工作。 事故燃机超振遮断停机,压气机叶片断裂,整个通流部分损毁。业主要求从进气室到发电机励磁端进行彻底的检查、检修,排除故障,更换全部的压气机静叶、热通道部件,更换新采购转子,更换轴承。 现场发现新转子与缸体间隙相差甚大、与负荷联轴器的接口不符,新轴承内径小2毫米,压排缸裂纹严重等,问题不一而足。现场需要进行新的动、静叶修磨、联轴器及轴承加工处理、裂纹修复、推力轴承垫片加工等等。运回国内处理时间上又不允许,在海外现场极其有限的条件下,摆在面前的有如一个个攻关项目。 南港动力项目部在公司有力的支持和业主方的全力配合下,充分发挥自身技术优势,集思广益,确保了各道工序符合规范要求,从而取得了良好的检修结果,满足了业主对机组运行的预期。下文简要回顾了燃机压气机部分损毁的处理及压排缸裂纹的修复。
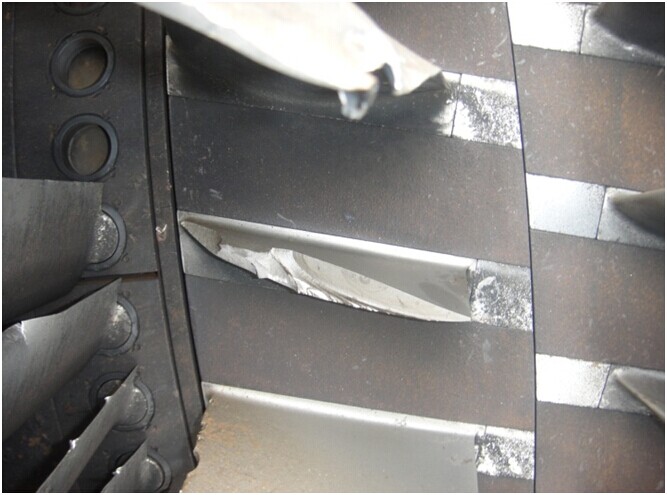
二、检修前检查 1、事故燃机超振停机,从进气室人孔门进入检查,发现IGV导叶及压气机动静叶片断裂异常严重。
被打坏的IGV导叶掉落在进气室
IGV导叶损坏
打断的IGV导叶
导叶损坏
被打断的一级动叶
压气机动叶损坏
压气机1、2级动叶损坏
轴瓦拉毛修复
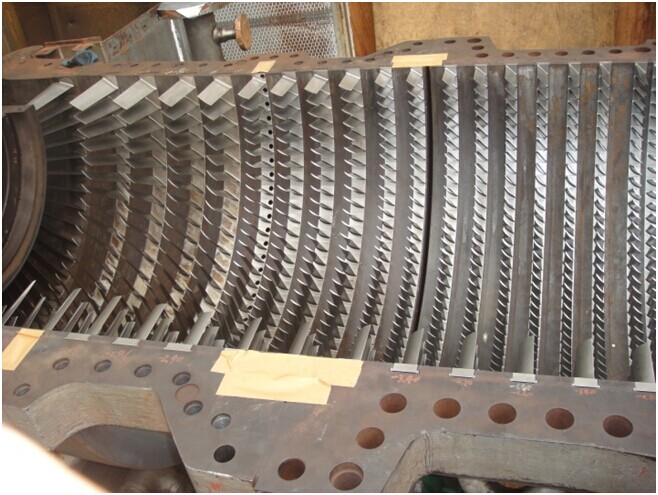
压气机静叶拆卸前高度测量
压气机排气缸在着色探伤中
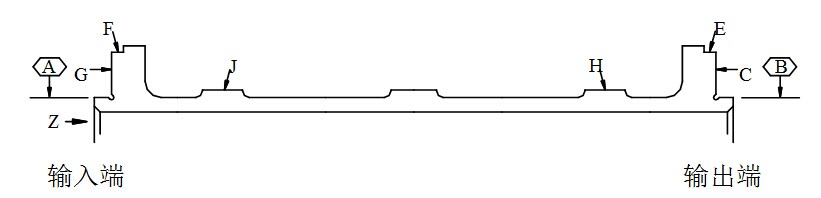
负荷联轴器加工位置为图输入端Z方向,A面
修磨时对压气机周围叶片进行保护
被割除的静叶环上静叶片
刨1-4级静叶环
新压气机静叶更换
新转子吊装
上半IGV导叶损坏
IGV导叶装配
深圳南港动力工程有限公司版权所有,如需转载,请注明来源 如有关于本站点的问题或建议,请向网站支持发邮件。